- 您现在的位置: 首页 > 新闻中心 > 产品动态 > 钻铣加工中心多孔系板件加工方案
钻铣加工中心多孔系板件加工方案
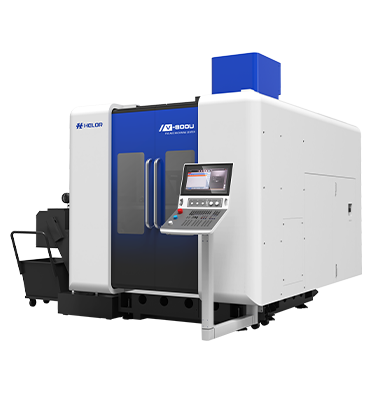
现代制造业中,多孔系板件广泛应用于数码电子产品、汽车机车、仪器仪表、医疗器械等多个行业,其加工质量直接影响终端产品的装配精度与使用性能。这类零件通常具有孔位数量多、分布复杂、孔径规格多样、形位公差要求严格等特点,传统加工方式存在装夹次数多、定位误差大、加工效率低等痛点。创世纪集团旗下的台群精机T-500U高效型五轴联动钻铣加工中心,凭借其高精、高速、高效的核心优势,为多孔系板件加工提供了一体化、高品质的解决方案。

一、加工方案核心优势:针对性破解多孔系板件加工难题
(一)五轴联动 一次装夹,杜绝定位误差累积
多孔系板件的孔位常分布在不同平面或倾斜角度,传统加工需多次装夹调整,易导致孔位同轴度、平行度等形位公差超差。T-500U采用双DD力矩直驱转台,支持A/C轴±110°/360°大范围转角,可轻松覆盖多孔系板件多方位孔位加工需求。其五轴联动功能实现一次装夹完成多面、多角度孔系加工,彻底消除多次装夹带来的定位误差,确保孔位间位置精度控制在高标准范围内。转台A/C轴最大转速达250rpm,配合48m/min的X/Y/Z轴快移速度,大幅缩短孔位切换与空行程时间,加工效率较传统设备提升显著。
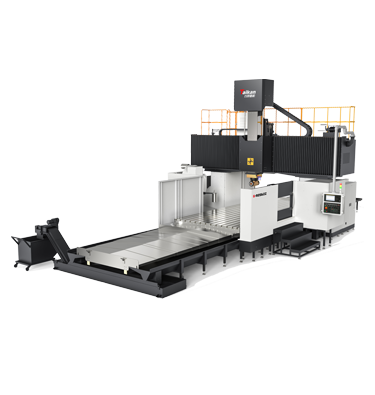
(二)高刚性结构 精密传动,保障孔加工稳定性
多孔系板件加工中,高速钻孔、攻牙易产生振动,影响孔壁光洁度与尺寸精度。T-500U以10万台钻攻机积累数据为基础,通过有限元分析与动力学优化设计,采用米汉纳铸造工艺的铸铁底座,搭配6个支撑脚结构,并经完全热处理消除内应力,极大提升了机床刚性与抗振性。X、Y、Z三轴均配备C3级精密大直径滚珠丝杆,快速位移可达48m/min,不仅传动精度高,且经久耐用,有效保证了多孔加工过程中进给运动的平稳性。可选配的中空冷却丝杆,能抑制温升导致的热延伸,进一步确保长时间连续加工时的尺寸稳定性,避免因机床热变形影响孔位精度。
(三)高转速主轴 高效刀库,提升孔加工效率与质量
针对多孔系板件不同孔径的钻、攻、铣加工需求,T-500U标配台群自研24000rpm直联式精密主轴,经10万台设备验证,采用陶瓷滚珠轴承,响应速度快、使用寿命长。主轴与电机直联驱动的设计,减少了高速攻牙误差,在小孔、深孔加工中能保持稳定的切削性能,确保孔壁光滑、螺纹精度达标。机床搭载台群自研刀库,21T标准刀库邻刀换刀时间仅1.1S,还可选择26T/30T/40T扩容刀库,能满足多孔系板件多规格刀具快速切换需求,大幅减少非加工时间。高速PLC引擎优化的换刀逻辑与进给参数,进一步提升了加工平滑度,多数情况下工件无需后续打磨处理即可满足装配要求。
二、方案适配性:覆盖多场景多孔系板件加工需求
T-500U的结构设计与参数配置,使其能灵活适配不同类型多孔系板件的加工:
尺寸适配:工作台行程达X轴500mm、Y轴400mm、Z轴350mm,最大加工直径350mm,可满足中小型箱体、盖板、盘类等多孔系板件的加工,竖直承重35kg、水平承重45kg的转台设计,能适配不同重量板件的稳定装夹。
精度适配:X/Y/Z轴定位精度达0.006mm,重复定位精度0.004mm,A/C轴定位精度±10arcsec,重复定位精度5arcsec,可满足精密仪器、电子设备等行业对孔位公差的严苛要求。
功能适配:支持刚性攻牙、主轴中心出水(2/3/5Mpa可选)、加工吹气等功能,在深孔加工中能有效排屑降温,避免切屑缠绕导致的孔位偏差;全密式护罩、油雾回收装置等配置,适配洁净车间生产需求,尤其适合医疗器械、数码电子等对加工环境要求较高的行业。
三、方案价值:为企业降本增效,提升核心竞争力
台群精机作为拥有近20年行业经验的高端智能装备整体解决方案服务商,依托4大研发中心、500 研发团队与700 核心专利技术,为T-500U的稳定运行提供了坚实保障。该加工方案通过一次装夹集成加工,减少了装夹辅助时间与工装投入;高刚性、高精度的设备性能降低了废品率与返工成本;模块化设计则让企业可根据自身需求定制配置,降低个性化加工成本。
从实际应用效果来看,采用T-500U加工多孔系板件,不仅能将加工效率提升,还能将孔位形位公差控制在设计要求的±0.005mm范围内,显著提升产品一致性。配合400-008-1518全国服务热线与遍布全国的服务网络,台群精机可为企业提供及时的安装调试、技术培训与售后支持,确保加工方案快速落地、稳定运行。
综上所述,台群精机T-500U五轴联动钻铣加工中心凭借其五轴联动的灵活性、高刚性的稳定性、高精度的加工能力与高效的生产效率,为多孔系板件加工提供了兼具实用性与经济性的一体化解决方案,助力制造企业突破传统加工瓶颈,在激烈的市场竞争中占据优势。