- 您现在的位置: 首页 > 新闻中心 > 产品动态 > 数控立式车床日常维护保养哪些部位最关键
数控立式车床日常维护保养哪些部位最关键
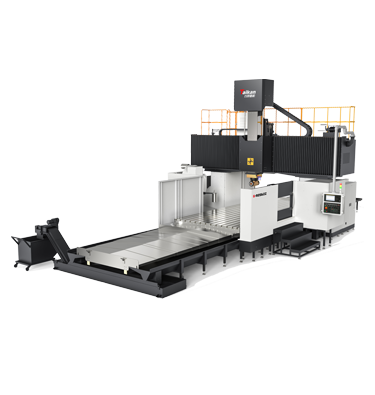
D-VL1600C 高精度数控立式车(铣)床多用于汽车、风电、航空航天等行业回转类零件精加工,设备承载上限可达 8000kg,主轴最大扭矩 10kN・m,X/Z 轴进给、主轴、工作台、刀库等部件直接决定加工精度与设备使用寿命。日常保养无需大面积拆解整机,聚焦五大核心部位规范清洁、润滑、检查,即可稳定设备性能,减少故障损耗。下面结合设备VL1600C 高精度数控立式车(铣)床结构,梳理日常养护重点部位与实操要点。

一、基础铸件床身与工作台承载部件
该机型整机采用座落式热对称布局,全部基础大件为高强度铸铁铸造,铸件经有限元优化筋格,适配高扭矩切削工况,工作台提供滚动导轨、交叉滚柱轴承两种结构方案,是承载工件、维持整机稳定性的根基。 日常保养重点为清洁与防锈:每日停机后清理工作台表面、T 型槽内金属切屑与切削液残留,避免硬质碎屑挤压划伤工作台轴承接触面;加工黑色、有色金属零件后,及时擦拭工作台金属面,薄涂防锈油,防止腐蚀点影响回转精度。 定期检查工作台紧固件,重载加工(接近 8000kg 工件重量)后,查看工作台底部固定螺栓有无松动;若选用交叉滚柱轴承工作台,每周观察运转有无异响,轴承区域润滑管路通畅无渗漏,避免轴径向复合载荷下出现精度偏移。
二、X、Z 轴进给传动系统(滚珠丝杠与导轨)
设备 X 轴行程 - 50~850mm,X/Z 轴快速移动速度分别为 12m/min、10m/min,双轴均采用西门子进给电机直联精密滚珠丝杠,进给电机扭矩 37Nm、25Nm,丝杠与导轨磨损会直接造成走刀抖动、尺寸偏差,是日常养护高频点位。
导轨养护:每日清理导轨防护罩内外切屑,检查防护罩无破损,防止粉尘、铁屑进入导轨摩擦面;开机前确认自动润滑系统出油均匀,导轨表面形成完整油膜,杜绝干摩擦。
滚珠丝杠养护:擦拭丝杠外露螺纹,清除附着金属粉末,不可使用硬质工具刮擦螺纹;每周检查丝杠两端支撑座紧固状态,查看丝杠螺母副润滑是否充足。丝杠防护套破损需及时更换,避免杂质侵入加剧螺纹磨损,影响进给平稳性。
三、主轴滑枕与主轴动力单元
主轴滑枕截面规格 220mm×220mm,内置 BT 拉刀主轴,主轴最大扭矩 10kN・m,铣削分度转速区间 0.004~2r/min,承担车削、铣削复合加工任务,主轴状态直接决定工件圆度、端面精度。 日常保养分三项操作:其一,每次换刀前擦拭主轴锥孔,清除锥面切削液与细小碎屑,杂质残留会造成刀具装夹偏移,降低加工一致性;其二,运行中监听主轴旋转声响,出现异常震动立即停机检查润滑;其三,定期查看主轴密封结构,防止切削液渗入轴承内部,造成轴承锈蚀、扭矩输出不稳。 长期重切削后,重点检查滑枕移动顺畅度,清理滑枕周边堆积切屑,避免杂物阻碍滑枕进给运动。
四、多工位刀库与刀具夹持结构
机床可选配多工位刀库,滑枕内置 BT 拉刀结构,支持自动换刀,外圆车刀刀柄标准 32×32mm,换刀机构自动化程度高,细小故障易引发撞刀、掉刀问题。 每日保养要点:清理刀座、刀爪缝隙积屑,检查各刀座锁紧力度,保证刀具装夹牢固;更换刀具时核对刀柄规格,避免非标刀柄造成夹持间隙;每周对刀库传动凸轮、换刀轴承加注润滑油脂,保障自动换刀动作平稳,维持换刀重复定位精度。 加工完成后将刀塔复位至安全位置,清理刀架表面油污,减少切削液长期腐蚀刀座金属结构。
数控立式车床精度与使用周期,高度依赖日常对铸件工作台、进给丝杠导轨、主轴滑枕、刀库、驱动电机五大核心部位的标准化养护。结合 D-VL1600C 设备重载、复合切削的结构特性,坚持每日清洁润滑、每周深度点检,能够稳定设备加工精度,降低部件非正常损耗,适配风电、航空、轴承等行业长期批量回转零件加工需求。